 We recently faced an interesting problem from one of our shipyard customers. They came to us wanting to buy the latest and greatest technology in abrasive metering valves, thinking that would solve their problems. Their big problem was very slow production rates.
We recently faced an interesting problem from one of our shipyard customers. They came to us wanting to buy the latest and greatest technology in abrasive metering valves, thinking that would solve their problems. Their big problem was very slow production rates.
They are using a huge antiquated blasting pot that is fitted with 2 outlets. Sometimes they blast with 1 nozzle, and sometimes they blast with 2 nozzles. Naturally you would think the production rate with 2 nozzles would be double that of 1 nozzle. Wrong. Correct in theory, incorrect in practice. What was in fact happening was the opposite. The production rate with 2 nozzles was, at best, the same as 1 nozzle. At worse it was less. Obviously does not make much sense. So we performed a quick check of their equipment. The culprit was soon found.
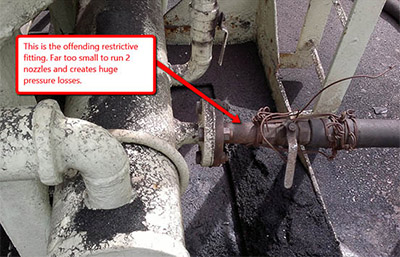
Each of the 2 outlets is fitted with a 1 1/4" pusher line and hose. In order not to lose pressure through the system, upstream of this must be bigger than 1 1/4". All hoses, fittings and couplings, going into the pot, must be bigger than 1 1/14". The bigger the better. So here was the problem. The main air supply into the pot inlet manifold was fitted with an 1 1/4" socket and fittings. Even when using just 1 nozzle this restriction will create a pressure loss. When using 2 nozzles the problem is compounded. The restriction throttles the air flow to both nozzles resulting in huge pressure drops to both nozzles.
Just to make matters worse the blast nozzles were severely worn and required huge volumes of air to maintain blasting pressure. End result? When using 1 nozzle, blasting pressure was already far below what it should be. When using 2 nozzles, blasting pressure drops off until it's useless.
As we know blast cleaning is a result of the kinetic energy of the abrasive grains onto the work piece. And the biggest influence on kinetic energy is velocity. Higher velocity results in more kinetic energy. Abrasive grain velocity is directly related to air pressure. The higher the pressure, the higher the velocity. The higher the abrasive velocity, the more the kinetic energy and the faster the cleaning rate.
So in this instance the effect of the huge pressure loss was exasperated by using 2 nozzles. Whatever gains were made by using 2 nozzles, and throwing more abrasive, were more than offset by pressure losses created by the tiny inlet fitting.
Solution? Easy fix. Cut out the 1 1/4" socket and weld in a 2" socket. Then connect a 2" air supply hose. With this beefed up air supply going into the pot, and no restrictions, the nozzles were able to maintain correct blasting pressure. Production rates increased dramatically with just this simple fix.
Sometimes it is not a case of buying the latest technology. Check and get the basics right first. Often the simplest of things can slow you down. And when you use the equipment day after day often you do not even notice.
- New Mexico DMV Online Drivers License Renewal - February 22, 2023
- Can’t disable windows defender Windows 10 Support - February 9, 2023
- Hook Up on Tinder - February 6, 2023
- What floor to use - January 5, 2015
- Which abrasive should I use? - December 16, 2014
- What would you call an airless spray painting pump designed in Germany and built in the USA? - December 16, 2014
- How to dramatically increase blasting productivity - December 16, 2014
- The reason we produce TDF dust collectors - December 15, 2014
- A comparison between using glass beads and ceramic beads for abrasive blasting and shot peening - December 15, 2014
- In Abrasive Blasting, Size Does Matter - December 15, 2014